PSTILE LTD
- Телефон:8 961 349-49-61
- Сайт: http://pstile.ru.gg
- Почта:
- Адрес:ул строителей 11
- Рубрики:Керамзитобетон. Полимербетон. Пескобетон. Бетоны композитные, Вывоз мусора и утилизация, Оборудование для производства строительных материалов
Деятельность компании
![]()
Изготовим по вашему заказу цех по производству полимерпесчаной продукции, пусконаладка и обучение персонала.![]()
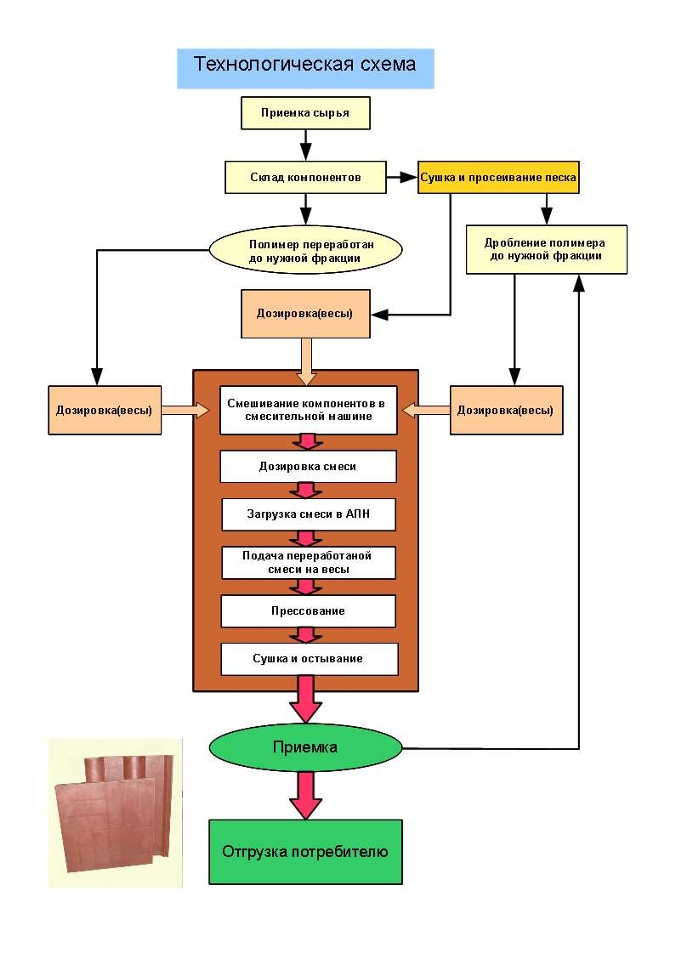
Особенности технологического процесса.
При поступлении полимера на производственный участок происходит его измельчение, сортировка и удаление металлических и иных предметов. Отдельно дробятся отходы «мягкого» пластика (стрейч, пленки ПВД, ПНД и т.п.) и отдельно «жесткого» пластика (тазы, стулья из ПВД, ПНД, ПП и т.д.) до получения фракции 1 – 25 мм. Можно использовать для работы только «мягкие» полимеры. При использовании жестких полимеров необходимо учитывать их пластичность. Рекомендуем смешивать : 60% «мягкого» полимера и 40% «жесткого». Полиэтилены лучше ведут себя при отрицательных температурах и глянец на изделии получить проще, зато «твёрдые» полимеры добавят жёсткости и прочности. Работать с гранулами полимеров лучше, удобнее.
НЕ подходят тугоплавкие полимеры (поликарбонаты, фторопласты) и резины. Категорически против ПВХ ужасный запах и отрицательное влияние на полимер песчаную смесь.
Дробилка. Дробление полимеров производится при помощи ножей на дробилке барабанного типа.
Фракция дробленного полимера может быть неоднородной – это не ухудшает качества смеси. Но необходимо учитывать, что чем меньше фракция, тем лучше внешний вид готового изделия.
Агломератор предназначен для переработки отходов полиэтиленовой плёнки ПВД, небольших размером плёнок стрейч, ПНД, ПП и измельчённых полипропиленовых мешков. Наличие стационарных ножей позволяет получать более мелкую фракцию получаемого агломерата.
АПН. Приготовленную и перемешанную между собой песок, пластик, краситель массой 80 – 150кг. засыпаем в бункер АПН (агрегат плавильно-нагревательный) , где происходит нагрев при помощи термоэлементов с максимальной температурой до 230°С и одновременным перемешиванием до получения массы однородной консистенции на выходе. Когда смесь на выходе становится пластичной и растекается (но не жидкая) она готова к подаче в пресс форму. После открытия заслонки выдавленную массу рабочий отрезает ножом необходимое количество, взвешивает на весах и укладывает в пресс-форму. В течении всего цикла работы добавление смеси происходит прямо пропорционально ее удалению, то есть если для формовки взята масса весом 4 кг. столько же нужно засыпать в бункер.
ПРЕСС. Пресс гидравлический вертикального типа с рабочим ходом матрицы служит для формовки определенного количества нагретой массы в готовое изделие. Разогретую смесь с АПН-а подаем в пресс- форму и зажимаем прессом, время смыкания зависит от выпускаемой продукции.
К верхней плите прикручен пуансон с охлаждением, на нижней плите установлена матрица с охлаждением и выталкивателями. Температуры матрицы и пуансона различны, что достигается двумя разными контурами охлаждения, либо одним за счет разного диаметра входа воды. Это сделано для того чтоб получать глянцевую поверхность , хотя некоторые клиенты заказывают матовую. Для получения матовой поверхности полимер песчаного изделия достаточно охладить верхнюю форму также сильно, как и нижнюю. Это применяется для производства полимерно-песчаной брусчатки.



